Значну частину поліетиленової сировини, яку синтезують у світі, нині використовують для виробництва труб різного технологічного призначення. Передовсім, це будівництво напірних водопровідних мереж, газопроводів, напірної каналізації і т. ін. За останнє десятиліття також розроблено чимало різних типів поліетиленів, які суттєво різняться між собою за фізико-хімічними характеристиками. Основні етапи розвитку поліетиленових композицій та видозміни її структури під час синтезу були зумовлені використанням різних методів і речовин, які й спричинили удосконалення характеристик сировини та експлуатаційних властивостей кінцевого продукту – труб з поліетилену.
Трубні марки поліетилену ПЕ 32, ПЕ 63, ПЕ 80 та ПЕ 100 розроблені на основі напівкристалічного поліетилену високої густини HDPE з густиною у межах 0,926…0,965 г/см3, синтез якого відбувається за температури 80…100оС, тиск –4…10 МПа та за наявності різних каталізаторів. Оскільки поліетилен HDPE за своєю структурою є лінійним полімером, то ступінь його кристалічності становить 60…80 %. З’ясовано, що поліетилени трубних марок ПЕ 32, ПЕ 63, ПЕ 80 та ПЕ 100 відрізняються між собою як структурою макромолекулярних ланцюгів поліетилену, так і експлуатаційними характеристиками.
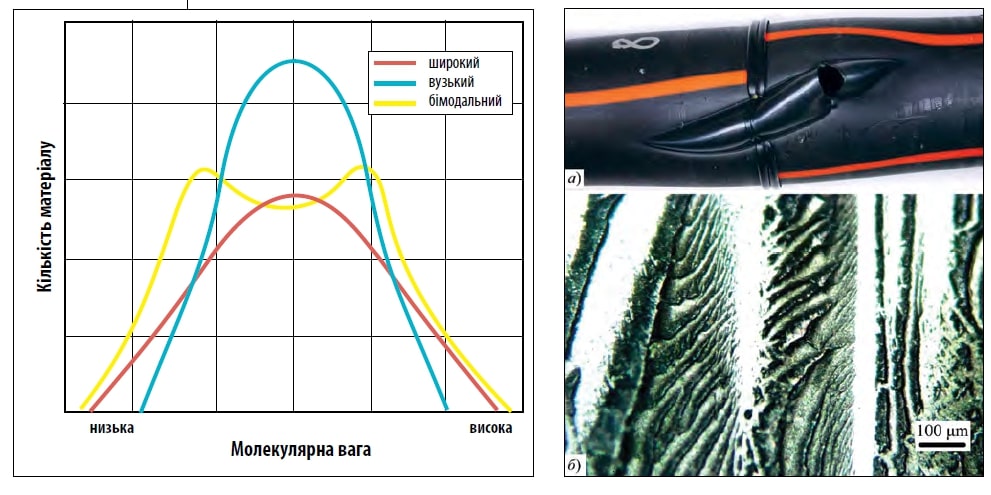
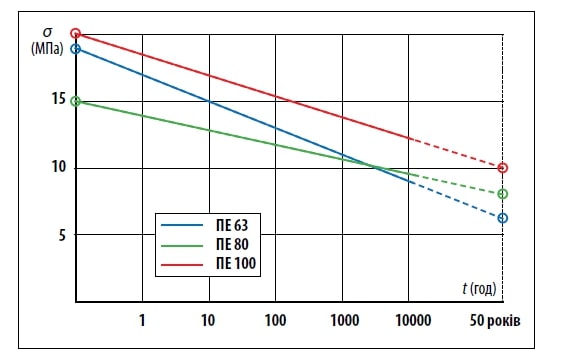
Поліетилени ПЕ 32, ПЕ 63 та ПЕ 80 є мономодальними полімерами, тобто для них характерний один максимум на графіку молекулярно-масового розподілу їхніх макромолекул. Удосконалений поліетилен ПЕ 100 є бімодальним полімером, тобто має два максимуми на графіку молекулярно-масового розподілу, що свідчить про те, що в його структурі є макромолекули різних молекулярних мас. Це сприяє його підвищеній стійкості до руйнування, а отже, підвищеним експлуатаційним характеристикам. Як відомо, цифри в найменуванні поліетилену співвідносні зі значенням MRS – мінімальної тривалої міцності впродовж терміну експлуатації 50 років. Тобто ПЕ 32 має значення MRS 3,2, яке відповідає екстрапольованому напруженню σ = 3,2…6,29 МПа, ПЕ 63 має значення MRS 6,3 (σ = 6,3…7,99 МПа), ПЕ 80 – MRS 8,0 (σ = 8,0…9,99 МПа), ПЕ 100 має значення MRS 10 (σ = 10,0…11,19 МПа). За результатами досліджень встановлено, що залежно від умов експлуатації, руйнування поліетиленових труб може мати пластичний або крихкий характер – ці процеси істотно відрізняються один від одного.
Результати дослідження та їх обговорення
 Значну частину полімерної сировини, що синтезується у світі, використовують для виробництва проміжних конструкційних матеріалів – заготовок у вигляді труб, плівок, суцільних та плетених листів, з яких на наступному етапі виготовляють конкретні вироби (Mamunya & Iurzhenko, 2012; Iurzhenko & Korab, 2016). Такі конструкційні полімерні матеріали постійно вдосконалюються: розробляються нові типи, підвищуються експлуатаційні властивості (Akimov et al., 2019; Brailo et al., 2018; Buketov et al., 2018; Buketov et al., 2018; Buketov et al., 2017; Yurzhenko et al., 2017).
Значну частину полімерної сировини, що синтезується у світі, використовують для виробництва проміжних конструкційних матеріалів – заготовок у вигляді труб, плівок, суцільних та плетених листів, з яких на наступному етапі виготовляють конкретні вироби (Mamunya & Iurzhenko, 2012; Iurzhenko & Korab, 2016). Такі конструкційні полімерні матеріали постійно вдосконалюються: розробляються нові типи, підвищуються експлуатаційні властивості (Akimov et al., 2019; Brailo et al., 2018; Buketov et al., 2018; Buketov et al., 2018; Buketov et al., 2017; Yurzhenko et al., 2017).
За десятки років від початку будівництва трубопроводів із пластмас різного технологічного призначення було розроблено та застосовано у виробництві труб різні типи поліетиленової сировини, фізико-механічні характеристики яких істотно відрізняються (Demchenko & Yurzhenko, 2017; Demchenko & Yurzhenko, 2017; Demchenko & Yurzhenko, 2017).
Якщо ж поринути в історію хімічних відкриттів, то слід наголосити, що перші полімери, які були ідентифіковані як ([CH2] n), отримали в Європі на рубежі ХІХ та ХХ ст. Щільний поліетилен було вперше синтезовано 1930 року хіміками компанії Du-Pont, але перспектив застосування цього матеріалу тоді не побачили. Для практичних потреб перший поліетилен (за нинішньою класифікацією – поліетилен низької густини) почали виробляти в Британії наприкінці 1930-х років. У другу світову війну його застосовували для ізоляції електричних кабелів радарних установок.
У 1953 р. німецькі хіміки Карл Циглер та Ерхард Хользкамп з Інституту досліджень вугілля (м. Рур, Німеччина) розробили промисловий метод синтезу поліетилену високої густини за низького тиску з використанням металограничного каталізатора (згодом його назвали каталізатором Циглера). Автори розробки в 1963 р. отримали Нобелівську премію з хімії за винайдення лінійного поліетилену (Jeremic, 2014).
У наступні роки використання різних каталізаторів та методів полімеризації дозволило отримати різновиди поліетилену з різними структурами та властивостями. Так, 1968 року нафтова компанія Philips розробила лінійний поліетилен низької густини. Залежно від будови макромолекули поліетилену, вирізняють декілька типів поліетиленової сировини (Arzhakov et al., 2012):
- поліетилен низької густини з розгалуженими молекулами (LDPE);
- поліетилен низької густини з лінійними молекулами (LLDPE);
- поліетилен високої густини з лінійними молекулами (HDPE);
- трубні марки поліетилену, розроблені на основі лінійного HDPE – ПЕ 32, ПЕ 63, ПЕ 80 та ПЕ 100;
- лінійний поліетилен надвисокої молекулярної ваги (UHMWPE).
Іноді LDPE називають поліетиленом високого тиску, а HDPE – поліетиленом низького тиску, що визначається особливостями параметрів процесу синтезу цих полімерів. Поліетилен високого тиску (низької густини, LDPE) синтезують з газоподібного етилену за тиску 100…300 МПа та температури на рівні 300оС за наявності ініціаторів пероксиду.
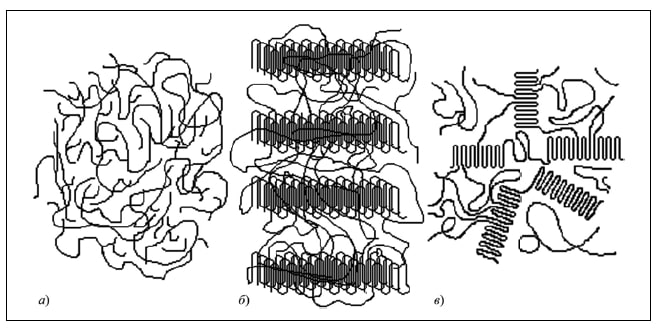
Процес синтезу не вибірковий, молекулярні ланцюги поліетилену формуються неоднорідними, з розвиненими «гілкоподібними» довгими та короткими відгалуженнями. У цьому випадку на 1000 атомів основного молекулярного ланцюга нараховують 15…25 потужних бокових відгалужень. Розгалужена молекулярна будова LDPE перешкоджає щільній упаковці макромолекул у матеріалі та призводить до утворення його розпушеної аморфної структури.
 У підсумку отримують матеріал з низькою густиною та кристалічністю, низькою жорсткістю (модулем пружності) та високою повзучістю. Синтез поліетилену низького тиску (високої густини, HDPE) відбувається з параметрами робочого середовища 4…10 МПа та 80…100° С за наявності каталізатора. Внаслідок цього отримують практично лінійні ланцюги поліетилену різної довжини з невеликою кількістю коротких бокових відгалужень.
У підсумку отримують матеріал з низькою густиною та кристалічністю, низькою жорсткістю (модулем пружності) та високою повзучістю. Синтез поліетилену низького тиску (високої густини, HDPE) відбувається з параметрами робочого середовища 4…10 МПа та 80…100° С за наявності каталізатора. Внаслідок цього отримують практично лінійні ланцюги поліетилену різної довжини з невеликою кількістю коротких бокових відгалужень.
Синтез лінійного поліетилену малої густини LLDPE відбувається з параметрами процесу, аналогічними HDPE, за наявності каталізатора Циглер- Натта, але з додаванням у реакційну суміш деякої кількості комономерів 1-бутена, 1-гексена та 1-октена. У підсумку полімеризуються лінійні молекули з великою кількістю коротких бокових відгалужень, які не дають молекулам щільно зближуватись та утворювати кристалічну структуру.
Фізичні властивості LLDPE аналогічні до LDPE, головними його перевагами є менш енергомісний процес полімеризації та можливість впливу на властивості цього поліетилену зміною типів та кількості комономерів.
UHMWPE має молекулярну вагу від 3 до 6 млн. атомних одиниць (HDPE – 0,5 млн.). Цей полімер може використовуватись для прядіння волокон та ниток з межею міцності більше, ніж у сталі (Kochnev & Zaikin, 2003; Muzafarov et al., 2010). Поліетилен низької густини LDPE має густину у межах 0,915…0,925 г/ см3 та показник плинності розплаву.
Густина HDPE залежить від ступеня його кристалічності, який, в свою чергу, залежить від співвідношення коротких і довгих макромолекулярних ланцюгів, оскільки у матеріалі короткі ланцюги формують сфероліти, а довгі утворюють аморфну фазу. Лінійний гомополімер, що складається тільки з етиленових ділянок, добре кристалізується, його густина може досягати 965 кг/м3. Підвищена густина HDPE зумовлює високі показники модуля пружності та межі плинност цього матеріалу, а також його зменшену повзучість.
Саме з поліетилену цього типу, що пізніше отримав позначення ПЕ 63, у 1960-х роках почали виготовляти перші поліетиленові труби для транспортування газу (Kagan, 1980). Хоча такі труби мали добру стійкість до короткотривалого підвищеного внутрішнього тиску, їхнім недоліком була схильність до раптового крихкого руйнування під дією довготривалого відносно невеликого робочого тиску. За таких умов труба майже не деформувалась, а руйнування виникало у кристалічній зоні спочатку у вигляді мікротріщини, на якій концентрувалися напруження і тріщина повільно зростала до повного руйнування стінки труби.
Щоб підвищити стійкість поліетиленових труб до повільного утворення тріщин, було вирішено «розпушити» структуру матеріалу штучно утвореними короткими бічними ланцюгами макромолекул. Це досягалося тим, що у реакційну суміш для полімеризації додавали невелику кількість комономеру гексену зі структурною формулою С2-С4. У процесі синтезу комономер входить в молекулярні ланцюги етилену, утворюючи 1…7 відгалужень С4 на кожні 1000 атомів вуглецю.
Отриманий поліетилен мав меншу густину порівняно з класичним HDPE, а отже – знижену кристалічність та підвищену стійкість до повільних тріщин і ударну в’язкість. Цей полімер був позначений ПЕ 80, він має широкий молекулярно-масовий розподіл, тож добре переробляється екструзією. Недоліком ПЕ 80 є зменшена короткотривала міцність у порівнянні з HDPE, що пов’язано зі зниженням величини густини цього поліетилену. Для подальшого удосконалення технічних властивостей поліетилену високої густини (HDPE) було розроблено технологію виробництва бімодальних поліетиленів, які ще називають поліетиленами 3-го покоління (Lebedev, 2011).
За цією технологією поліетилен отримують завдяки послідовному поетапному процесу: на кожному етапі синтезується фракція поліетилену з власним молекулярно-масовим розподілом (ММР). У вихідному матеріалі графік ММР являє собою об’єднання відповідних розподілів окремих фракцій, тобто графік з двома або більшим числом максимумів, залежно від кількості етапів.
 Таким способом синтезується бімодальний, або навіть мультимодальний поліетилен (Pauliket al., 2019). Головна особливість отримання бімодального поліетилену – полімеризація за методом in-situ з використанням великої кількості мікрочасток каталізатора, на кожній з яких пошарово утворюється спочатку низькомолекулярна, а потім високомолекулярна фракція. Це дає змогу досягти рівномірного об’ємного розподілу різних фракцій у кінцевому матеріалі, що неможливо досягти звичайним змішуванням або компаундуванням.
Таким способом синтезується бімодальний, або навіть мультимодальний поліетилен (Pauliket al., 2019). Головна особливість отримання бімодального поліетилену – полімеризація за методом in-situ з використанням великої кількості мікрочасток каталізатора, на кожній з яких пошарово утворюється спочатку низькомолекулярна, а потім високомолекулярна фракція. Це дає змогу досягти рівномірного об’ємного розподілу різних фракцій у кінцевому матеріалі, що неможливо досягти звичайним змішуванням або компаундуванням.
Для виробництва напірних труб було розроблено поліетилен з бімодальним молекулярно-масовим розподілом ПЕ 100 зі значенням MRS = 10,0 МПа (MRS Minimum Required Strength (англ.) – мінімальна тривала міцність), який об’єднував переваги ПЕ 63 та ПЕ 80. ПЕ 100 має дві чітко виражені групи макромолекулярних ланцюгів: короткі лінійні майже без бокових відгалужень по типу HDPE та довгі, «розпушені» комономером гексену по типу ПЕ 80. За рівного
вмісту комономеру густина ПЕ 100 приблизно на 1% більша, ніж у ПЕ 80 (Alpern, 2002; Ryzhov et al., 2011).
Розглянемо особливості роботи напірних поліетиленових трубопроводів під час експлуатації. Під дією внутрішнього тиску поліетиленова труба піддається двом видам руйнування: пластичному – за дії короткочасного високого напруження та крихкому – за дії невеликого, але довготривалого навантаження. Стійкість до пластичного руйнування визначається межею плинності поліетилену, яка зростає зі збільшенням його густини.
Під час пластичного руйнування у найслабшій точці труби відбувається її спучення, на початковому етапі пружне подовження зі зменшенням товщини стінки, потім досягнення межі плинності, поступове пластичне спучення, яке закінчується руйнуванням. Пластичне подовження поліетилену супроводжується поступовим розплутуванням довгих макромолекул аморфної фази та «ковзанням» кристалічних включень аж до руйнування. Після досягнення межі плинності довгі полімерні ланцюги з розгалуженнями утруднюють взаємне ковзання молекул і уповільнюють руйнування. Під час крихкого руйнування у кристалічній зоні полімерного матеріалу виникає мікротріщина, яка починає повільно, іноді впродовж років, рости.
Збільшення тріщини пришвидшується з підвищенням температури. Подовження тріщини спричинене концентрацією напруження у цій області, але цей процес уповільнюють так звані фібрили–мікроскопічні волокна, які є пучком з десятків довгих полімерних молекул аморфної фракції.
Висновки
У роботі визначено типи поліетиленової сировини, яку використовують для виробництва поліетиленових труб різного технологічного призначення – для будівництва напірних водопроводів, газопроводів тощо. Розглянуто її поступальний розвиток від моменту створення і до сьогодення. Показано, як для удосконалення експлуатаційних властивостей поліетиленової сировини, змінювали її структуру. Вивчено її основні експлуатаційні характеристики та особливості процесів пластичного та крихкого руйнування поліетиленових труб, виготовлених з її різних марок.
Зроблено прив’язку технологічних умов виробництва поліетиленових труб до закордонних та вітчизняних стандартів. Проведено порівняльний аналіз різних марок поліетиленової сировини, яка представлена в Україні різними закордонними виробниками, оскільки власного її виробництва в Україні немає, та обсягів їх експорту для виробництва поліетиленових труб в Україні. Показано, що незважаючи на найвищу вартість з усіх наявних марок трубного поліетилену, найбільший попит є на якісний поліетилен технічної марки ПЕ 100, оскільки за значних обсягів виробництва труб зменшується їх собівартість, яка зумовлена меншою матеріаломісткістю виробів.
